



 17373897710
17373897710
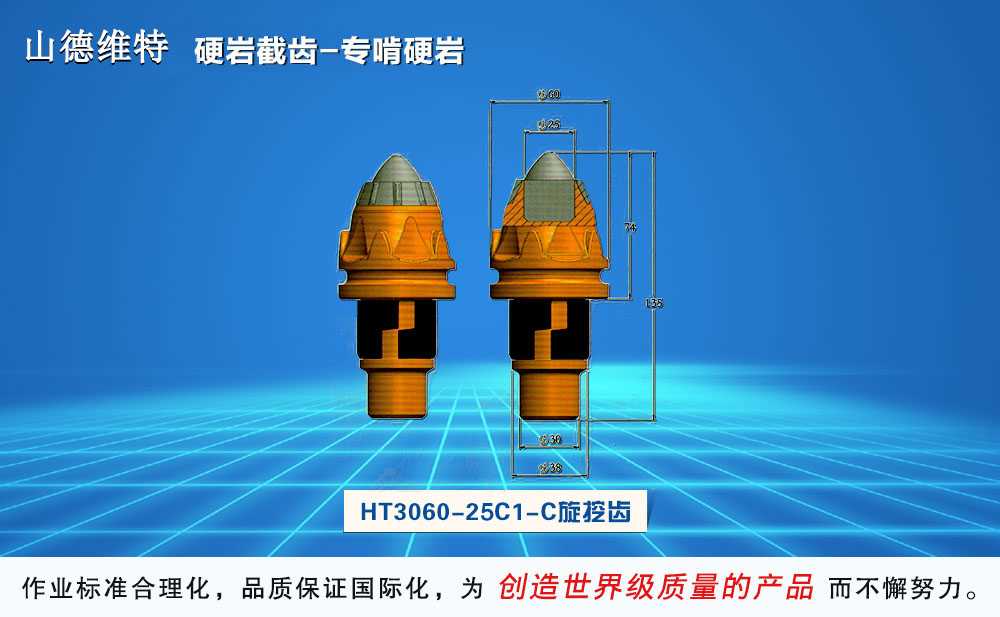
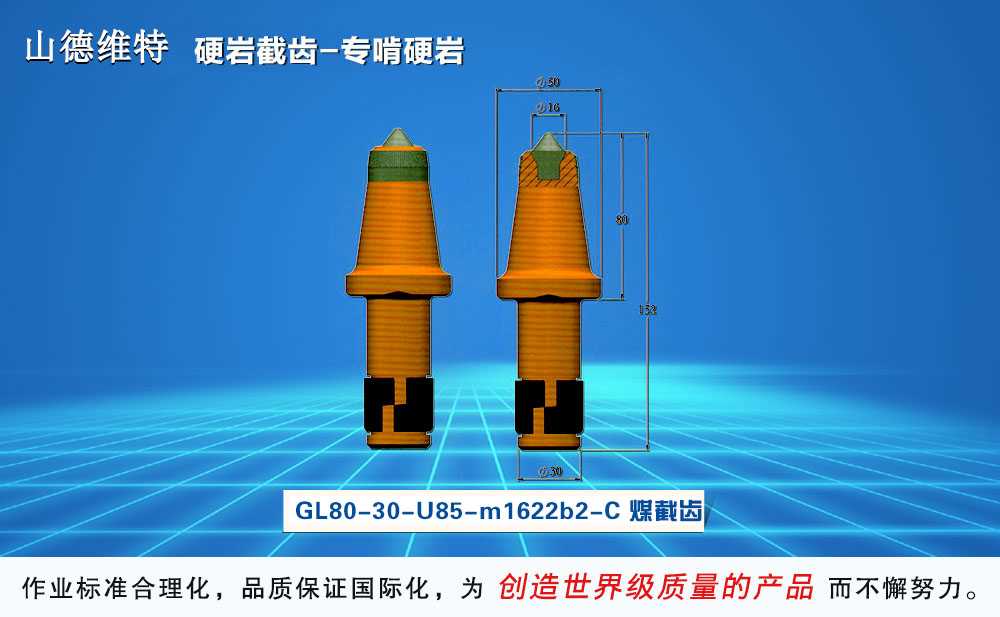
山德维克截齿厂家,截齿焊接流程
2018-09-25
山德维克厂家生产的截齿焊接流程是:截齿放置在链式传动设备上,按设定速度匀速通过鞍型开式加热炉对截齿同时进行焊接、调质加热。这种新工艺可以避免传统工艺过程中二次加热导致的:钎焊表面氧化、合金脆化、截齿尖部退火、焊接强度降低等问题。该设备截齿焊接、热处理一体化处理,生产出的截齿质量好、强度高、焊缝饱满、焊接强度高、省工省电。
截齿焊接流程具体使用过程详解:
截齿焊接流程具体使用过程详解:
1、准备工作:按照订单领取额定数量的锻件、合金头、铜焊片、卡簧、包装桶。开机检查水泵、冷却塔、输送带等设备是否运转正常,检测淬火液浓度是否适中,查看水箱冷却水是否足够,提前对回火炉进行升温,按照硬度要求设定温度,做好生产准备。
2、打印标签:在锻件底部打印生产日期,做好生产记录。在打印前调试好计算机和打标器的气压。
3、工件清洗:检查锻件孔内是否有灰尘,油渍等赃物,孔口是否有碰伤。如有问题及时清洗。
4、盛放焊片:在已打印标签的工件内按照给定的量盛放焊接片,焊片数量按照实际锻件规格盛放。
5、涂抹焊剂:调配适当浓度的助焊剂,在工件顶端和合金头上均匀涂抹焊接剂。
6、锻件加热:按下IGBT“主电开”按钮启动主电,将控制开关旋至“远程”档位,在远程操作箱开启“逆变”开关,缓慢调节“功率调节”开关至规定功率开始生产,截齿走到感应圈出口处时,探测温度是否在920-950℃之间,如有误差及时调功率。
7、挤压焊头:铜焊片溶化后,挤压合金头使已融化的焊液均匀环绕合金头,使产品达到应有的技术要求。
8、截齿淬火:已焊接好的的锻件在进入适当浓度的淬火池的工程中,严格控制淬火液的温度(低于45℃)。
9、工件回火:按照设定的温度对截齿回火,及时调换盛放工件的框子,室温下冷却回火后的截齿。
10、工件抛丸:对已回火的工件进行抛丸处理并检查产品是否合格,将不合格产品挑拣出,在下次生产过程中返修。
11、加装卡簧:合格的截齿按照要求加装卡簧,在此期间对涂油机进行升温并检查防锈油是否足够。
12、工件涂油:在涂油机升到合适温度的时候,把截齿均匀放置在履带上进行涂油,使防锈油均匀涂抹在截齿上。
13、截齿包装:对合格的截齿按特定数量装桶、封盖。并且粘贴合格证以及商标,入库后做好生产记录。
以上就是山德维克截齿厂家的截齿焊接全部流程,如有不适,请登录入口,我们特定加以改进。
以上就是山德维克截齿厂家的截齿焊接全部流程,如有不适,请登录入口,我们特定加以改进。